
超声波清洗对PVD涂层质量的影响
2019-05-22
清洗是通过化学或(及)物理的方法将工件上的油污、锈迹、灰尘等去除干净,确保工件获得较好的涂层结合力和生产的顺利进行。清洗是PVD涂层前必不可少的一道工序,也是PVD涂层生产中最重要的工艺,清洗出了问题,涂层生产不得不延迟、涂层过程可能中断、或涂层结合力出现问题而导致客户投诉和赔偿,尤其是在涂层设备的技术能力不高的情况下,清洗出了问题,更容易发生上述风险。
有四个因素影响着清洗的质量,分别为:清洗时间、化学药剂、机械作用以及清洗液温度,这四个因素之间也相互影响,一个因素的减弱,可以通过增强另外三个因素的作用来弥补,反之亦然。在这四个因素中,清洗时间的最小化也是追求的目标,这样可以提高清洗的效率.缩短生产时间和交货周期。
清洗主要方法和步骤应包括:化学药剂喷淋、化学药剂浸泡与超声波清洗、漂洗、烘干。
1)化学药剂喷淋
喷淋对于清洗来说非常有效,它能够清除掉工件上绝大部分油污及污染物。尤其对有孔工件来说,更加有效,喷淋到工件上的化学药剂会流入孔中或化学药剂被直接喷进孔中对孔内壁进行冲洗。所以清洗装卡时,一定要让工件都能被喷淋到。另外,如果喷淋到工件上的化学药剂不能及时马上流走,会阻碍新鲜的化学药剂继续清洗工件,且在后面的烘干步骤中也不易烘干,所以装卡时,要保证流到工件上的药剂能自然流走。
2)化学药剂浸泡与超声波清洗
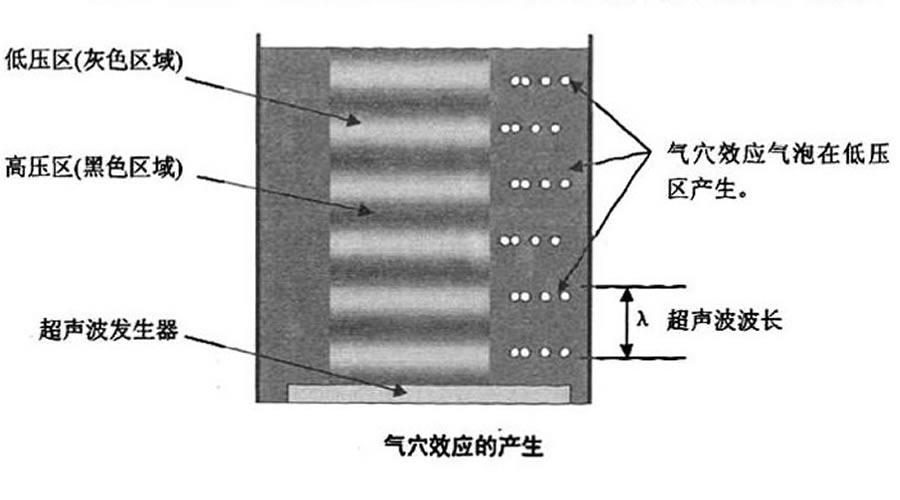
超声波是一种人所感觉不到的声波,同时也是一种机械波,它在液体中会形成高压区和低压区(压力低于大气压),超声波在低压区产生几百万个气穴效应气泡,这些气泡逐渐增大,并在大到一定时突然向内破裂,释放出巨大的能量而撞击工件,从而对工件表面起到“微型刷子”的清洁作用,这种“微刷”的频率很高,用于清洗的超声波频率在20000到50000赫兹之间。
由于超声波在传递过程中会产生低压区和高压区,并且气穴现象只在低压区发生。所以被清洗工件在超声波中需要上下振动,使工件上的每个区域都经过低压区以获得“微型刷子”的清洁作用。超声波在水中的传递速度为1500m/s,假设超声渡的频率为30000Hz,则所使用的超声渡波长
λ=速度/频率=1500/30000=0.05m=5cm
所以,如使用30000Hz的超声波,工件的上下振动距离应不小于5厘米.对于其他频率的超声波.震动距离可以同理计算出来。在纯粹的化学药剂浸泡清洗中,清洗溶液首先溶解工件最表层的污染物,并逐渐向污染层内部渗透溶解,在这个过程中,在工件表层会逐渐形成一层溶解饱和层.这层饱和层将新鲜的化学清洗液与深层的污染物隔离,阻碍清洗液对深层污染物的继续溶解,如果这层饱和层不能被破坏去掉,清洁就停止了。对于比较脏的工件,纯粹的浸泡清洗方式很难将工件彻底清洁干净。利用超声波的“微型刷子”的作用就可以破坏掉表层的溶解饱和层,新的化学药剂到达较深的污染层继续溶解,超声波接着继续破坏掉新形成的溶解饱和层,如此循环,清洁不断进行下去,直到工件被清洁干净。
3)漂洗
漂洗是为了将残留在工件上的清洗液或其他脏物彻底清理干净,使工件在烘干之前更加干净。工件上的残留物在烘干后将很难清理干净。在工业领域中.通常使用去离子水来进行漂洗,用去离子水而不用自来水进行漂洗.可避免自来水中的杂质及污染物残留在工件上。但是,去离子水的侵蚀性强,会对工件造成腐蚀。所以,必须在去离子水中加入一定量的防锈剂,才能用来漂洗工件.以防止工件在漂洗及烘干过程中被锈蚀。
4)烘干
清洗完的工件一般放入烤箱中烘干,烤箱包括箱体、排水管路、加热系统、排风系统及温度控制系统。永的沸腾、汽化温度为100℃,因而烘烤温度必须大于100℃,最好在110℃~130℃之间,这样既可以将水分快速蒸发烘干工件.又不至于烘干后,工件温度太高而需要很长时间冷却。
有四个因素影响着清洗的质量,分别为:清洗时间、化学药剂、机械作用以及清洗液温度,这四个因素之间也相互影响,一个因素的减弱,可以通过增强另外三个因素的作用来弥补,反之亦然。在这四个因素中,清洗时间的最小化也是追求的目标,这样可以提高清洗的效率.缩短生产时间和交货周期。
清洗主要方法和步骤应包括:化学药剂喷淋、化学药剂浸泡与超声波清洗、漂洗、烘干。
1)化学药剂喷淋
喷淋对于清洗来说非常有效,它能够清除掉工件上绝大部分油污及污染物。尤其对有孔工件来说,更加有效,喷淋到工件上的化学药剂会流入孔中或化学药剂被直接喷进孔中对孔内壁进行冲洗。所以清洗装卡时,一定要让工件都能被喷淋到。另外,如果喷淋到工件上的化学药剂不能及时马上流走,会阻碍新鲜的化学药剂继续清洗工件,且在后面的烘干步骤中也不易烘干,所以装卡时,要保证流到工件上的药剂能自然流走。
2)化学药剂浸泡与超声波清洗
超声波是一种人所感觉不到的声波,同时也是一种机械波,它在液体中会形成高压区和低压区(压力低于大气压),超声波在低压区产生几百万个气穴效应气泡,这些气泡逐渐增大,并在大到一定时突然向内破裂,释放出巨大的能量而撞击工件,从而对工件表面起到“微型刷子”的清洁作用,这种“微刷”的频率很高,用于清洗的超声波频率在20000到50000赫兹之间。
由于超声波在传递过程中会产生低压区和高压区,并且气穴现象只在低压区发生。所以被清洗工件在超声波中需要上下振动,使工件上的每个区域都经过低压区以获得“微型刷子”的清洁作用。超声波在水中的传递速度为1500m/s,假设超声渡的频率为30000Hz,则所使用的超声渡波长
λ=速度/频率=1500/30000=0.05m=5cm
所以,如使用30000Hz的超声波,工件的上下振动距离应不小于5厘米.对于其他频率的超声波.震动距离可以同理计算出来。在纯粹的化学药剂浸泡清洗中,清洗溶液首先溶解工件最表层的污染物,并逐渐向污染层内部渗透溶解,在这个过程中,在工件表层会逐渐形成一层溶解饱和层.这层饱和层将新鲜的化学清洗液与深层的污染物隔离,阻碍清洗液对深层污染物的继续溶解,如果这层饱和层不能被破坏去掉,清洁就停止了。对于比较脏的工件,纯粹的浸泡清洗方式很难将工件彻底清洁干净。利用超声波的“微型刷子”的作用就可以破坏掉表层的溶解饱和层,新的化学药剂到达较深的污染层继续溶解,超声波接着继续破坏掉新形成的溶解饱和层,如此循环,清洁不断进行下去,直到工件被清洁干净。
3)漂洗
漂洗是为了将残留在工件上的清洗液或其他脏物彻底清理干净,使工件在烘干之前更加干净。工件上的残留物在烘干后将很难清理干净。在工业领域中.通常使用去离子水来进行漂洗,用去离子水而不用自来水进行漂洗.可避免自来水中的杂质及污染物残留在工件上。但是,去离子水的侵蚀性强,会对工件造成腐蚀。所以,必须在去离子水中加入一定量的防锈剂,才能用来漂洗工件.以防止工件在漂洗及烘干过程中被锈蚀。
4)烘干
清洗完的工件一般放入烤箱中烘干,烤箱包括箱体、排水管路、加热系统、排风系统及温度控制系统。永的沸腾、汽化温度为100℃,因而烘烤温度必须大于100℃,最好在110℃~130℃之间,这样既可以将水分快速蒸发烘干工件.又不至于烘干后,工件温度太高而需要很长时间冷却。