AS510上镀制的纳米复合涂层在齿轮刀具上的应用测试
2016-06-28
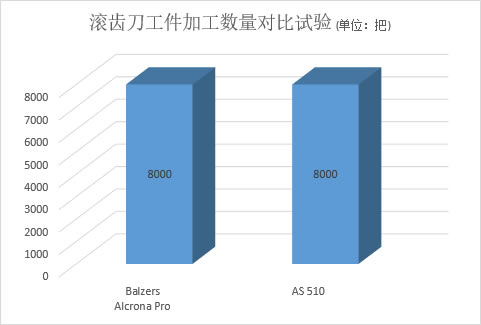
1)工件加工数量对比(图1)
|
测试地点 |
上海大众汽车齿轮制造有限公司 |
|
测试机床 |
某品牌高速滚齿机 |
|
零件材料 |
齿轮钢 |
|
零件毛坯类型 |
Φ33.9×14 |
|
涂层工艺 |
纳米复合涂层 |
|
刀具 |
刀具名称:滚齿刀 |
|
切削条件 |
加工类型:滚齿加工 |
|
切削参数 |
Vc=170m/min,fz=1.8mm/齿,ap=3.213mm |
|
磨损值 |
0.05-0.1mm |
|
数据对比结果 |
共实验了丹普镀制的5把滚齿刀。测试结果表明, 在Balzers的Alcrona Pro镀制高速钢滚齿刀的实际生产工艺条件下,丹普镀制的同规格滚齿刀达到了相同的产量(节拍)要求和加工精度要求 |
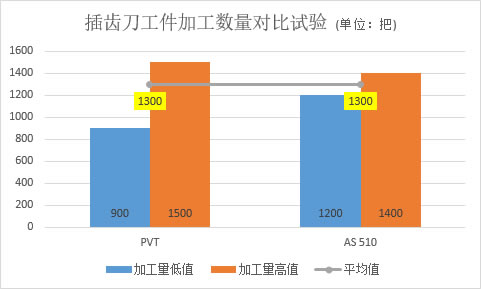
1)工件加工数量对比(图2)
2)实际切削测试
|
测试地点 |
重庆市巴南区某机械配件厂 |
|
测试机床 |
Y5132A |
|
零件材料 |
20CrMnTi |
|
零件毛坯类型 |
锻打钢件 |
|
涂层工艺 |
纳米复合涂层 |
|
刀具 |
刀具名称:插齿刀 |
|
切削条件 |
加工类型:插齿加工 |
|
切削参数 |
Vc=180m/min,圆周进给量=0.2mm/str |
|
数据对比结果 |
共实验丹普镀制的10把插齿刀。测试结果表明: 丹普镀制的插齿刀和PTV镀制的同规格刀具在相同实际生产条件下的加工数量均值相同,上下波动更小。 |
AS510离子镀膜机,真空室(内)尺寸为Ф820x700mm2,均匀可镀区为Ф500x300mm2。硬件系统占据空间为4x3x3.5m3。PLC+IPC全自动控制方式。适合于各种高附加值刀具的大批量涂覆生产;以及科研院所和大学实验室的各种硬质涂层的研发工作。