





多弧离子镀的工作原理和技术特点
发布时间:2016-12-02
多弧离子镀作为物理气相沉积技术的一个分支,是在真空蒸镀和真空溅射的基础上发展起来的一门新型涂层制备技术,也称为真空弧光蒸镀法,它把真空电弧放电用于电弧蒸发源。由于多弧离子镀技术具有沉积速率高、涂层附着力好、涂层致密、操作方便等特点,因此在材料表面改性领域得到了广泛应用。1963年Mattox提出并首次使用了离子镀技术;1972年Bunshah等开发出活性反应蒸镀(ARE)技术;1973年Mulayama等发明了射频激励法离子镀;20世纪80年代,离子镀已成为世界范围内的一项高新技术产业,主要产品有高速钢和硬质合金工具上的TiN、TiAlN耐磨层和TiN仿金装饰涂层。1982年美国Multi-arc公司首先推出多弧离子镀商品化设备,1986年我国开始了多弧离子镀设备的生产。20世纪90年代,离子镀技术取得了长足的进步,与80年代相比,离子镀设备和工艺都有了重大的改进。近年来,国内外根据不同使用要求,制造了各种离子镀膜机设备,有些已达到工业生产水平。以下主要介绍多弧离子镀技术的工作原理、特点、工艺参数和研究进展,以及多弧离子镀膜技术在切削刀具涂层中的应用。
多弧离子镀的工作原理
多弧离子镀技术的工作原理主要基于冷阴极真空弧光放电理论。图1为多弧离子镀工作原理示意图,点燃真空电弧后,阴极靶材表面上出现一些不连续、大小和形状多样、明亮的斑点,它们在阴极表面迅速地做不规则的游动,一些斑点熄灭时又有些斑点在其他部位形成,维持电弧的燃烧。阴极斑点的电流密度达104~105A/cm2,并且以1000m/s的速度发射金属蒸气,其中每发射10个电子就可发射1个金属原子,然后这些原子再被电离成能量很高的正离子(如Ti+),正离子在真空室内运行时与其他离子结合(如与N-形成TiN),沉积在工件表面形成涂层。
多弧离子镀的工作原理
多弧离子镀技术的工作原理主要基于冷阴极真空弧光放电理论。图1为多弧离子镀工作原理示意图,点燃真空电弧后,阴极靶材表面上出现一些不连续、大小和形状多样、明亮的斑点,它们在阴极表面迅速地做不规则的游动,一些斑点熄灭时又有些斑点在其他部位形成,维持电弧的燃烧。阴极斑点的电流密度达104~105A/cm2,并且以1000m/s的速度发射金属蒸气,其中每发射10个电子就可发射1个金属原子,然后这些原子再被电离成能量很高的正离子(如Ti+),正离子在真空室内运行时与其他离子结合(如与N-形成TiN),沉积在工件表面形成涂层。
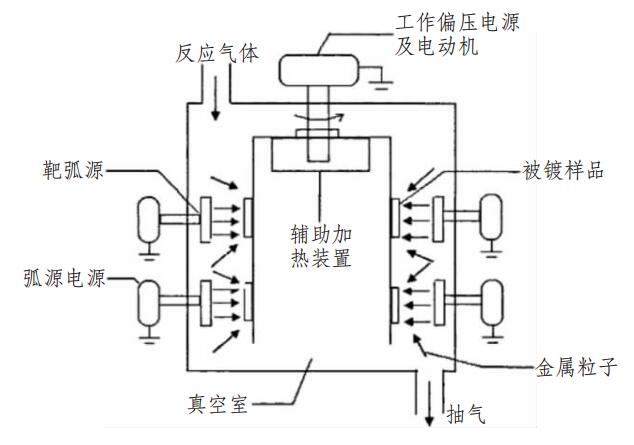
图1 多弧离子镀工作原理示意图
图2为真空弧光放电示意图,真空弧光放电理论认为电量的迁移主要借助于场电子发射和正离子电流,这两种机制同时存在,而且相互制约。在放电过程中,阴极材料大量蒸发,这些蒸发原子产生的正离子在阴极表面附近很短的距离内产生极强的电场,在这样强的电场作用下,电子足以能直接从金属的费米能级逸出到真空,产生所谓的“场电子发射”。
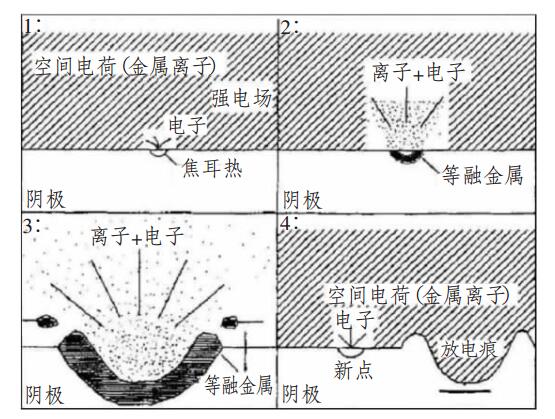
图 2 真空弧光放电示意图[
多弧离子镀的技术特点
多弧离子镀过程的突出特点在于它能产生由高度离化的被蒸发材料组成的等离子体,其中离子具有很高的动能。蒸发、离化、加速都集中在阴极斑点及其附近很小的区域内。其特点如下:
(1)最显著的特点是从阴极直接产生等离子体。
(2)入射粒子能量高,涂层的致密度高,强度和耐久性好。
(3)离化率高,一般可达60%~80%。
(4)沉积速度快,绕镀性好。
(5)设备较为简单,采用低电压电源工作比较安全。
(6)一弧多用,电弧既是蒸发源和离化源,又是加热源和离子溅射清洗的离子源。
(7)外加磁场可以改善电弧放电,使电弧细碎,细化涂层微粒,增加带电粒子的速率,并可以改善阴极靶面刻蚀的均匀性,提高靶材的利用率。
多弧离子镀过程的突出特点在于它能产生由高度离化的被蒸发材料组成的等离子体,其中离子具有很高的动能。蒸发、离化、加速都集中在阴极斑点及其附近很小的区域内。其特点如下:
(1)最显著的特点是从阴极直接产生等离子体。
(2)入射粒子能量高,涂层的致密度高,强度和耐久性好。
(3)离化率高,一般可达60%~80%。
(4)沉积速度快,绕镀性好。
(5)设备较为简单,采用低电压电源工作比较安全。
(6)一弧多用,电弧既是蒸发源和离化源,又是加热源和离子溅射清洗的离子源。
(7)外加磁场可以改善电弧放电,使电弧细碎,细化涂层微粒,增加带电粒子的速率,并可以改善阴极靶面刻蚀的均匀性,提高靶材的利用率。
多弧离子镀设备与技术研究进展
多弧离子镀设备一般比较简单,整个设备主要由真空镀膜室、弧源、真空获得系统、偏压源等几大部分组成。弧源是多弧离子镀设备的关键部件,现在国内一般使用小弧源,直径为60~80mm,厚度为直径的1/2。少数离子镀膜机采用柱状弧源设计,一台镀膜机只装一个柱状弧源于真空室中央,工件置于四周。国外有些离子镀膜机使用大弧源,直径达100mm,厚度约为直径的1/4,一台镀膜机上装有12~32个弧源,待镀工件置于真空室中央。丹普公司正积极地和国内外的企业和科研院所展开技术合作。并且已经在一些比较常用的镀膜应用领域取得了可喜的成果,镀膜涂层工艺可以制备具有高硬度、热稳定性和化学稳定性的氧化铝涂层,技术可制备许多物理气相沉积涂层,如TiN、TiCN、AlTiN、AlTiSiN、CrN和DLC等。
多弧离子镀设备一般比较简单,整个设备主要由真空镀膜室、弧源、真空获得系统、偏压源等几大部分组成。弧源是多弧离子镀设备的关键部件,现在国内一般使用小弧源,直径为60~80mm,厚度为直径的1/2。少数离子镀膜机采用柱状弧源设计,一台镀膜机只装一个柱状弧源于真空室中央,工件置于四周。国外有些离子镀膜机使用大弧源,直径达100mm,厚度约为直径的1/4,一台镀膜机上装有12~32个弧源,待镀工件置于真空室中央。丹普公司正积极地和国内外的企业和科研院所展开技术合作。并且已经在一些比较常用的镀膜应用领域取得了可喜的成果,镀膜涂层工艺可以制备具有高硬度、热稳定性和化学稳定性的氧化铝涂层,技术可制备许多物理气相沉积涂层,如TiN、TiCN、AlTiN、AlTiSiN、CrN和DLC等。
声明:本站部分图片、文章来源于网络,版权归原作者所有,如有侵权,请点击这里联系本站删除。
| 返回列表 | 分享给朋友: |
 京公网安备 11010502053715号
京公网安备 11010502053715号